mirror of
https://github.com/OrcaSlicer/OrcaSlicer_WIKI.git
synced 2026-05-17 00:25:45 +03:00
Updated Wiki content
This commit is contained in:
146
Calibration.md
146
Calibration.md
@@ -1,73 +1,73 @@
|
||||
- [Flow rate](#Flow-rate)
|
||||
- [Pressure Advance](#Pressure-Advance)
|
||||
1. [Line method](#Line-method)
|
||||
2. [Tower method](#Tower-method)
|
||||
- [Temp tower](#Temp-tower)
|
||||
- [Advanced calibration]
|
||||
1. [Max Volumetric speed]
|
||||
2. [VFA]
|
||||
|
||||
**NOTE**: After completing the calibration process, remember to create a new project in order to exit the calibration mode.
|
||||
# Flow rate
|
||||

|
||||
Calibrating the flow rate involves a two-step process.
|
||||
Steps
|
||||
1. Select the printer, filament, and process you would like to use for the test.
|
||||
2. Select `Pass 1` in the `Calibration` menu
|
||||
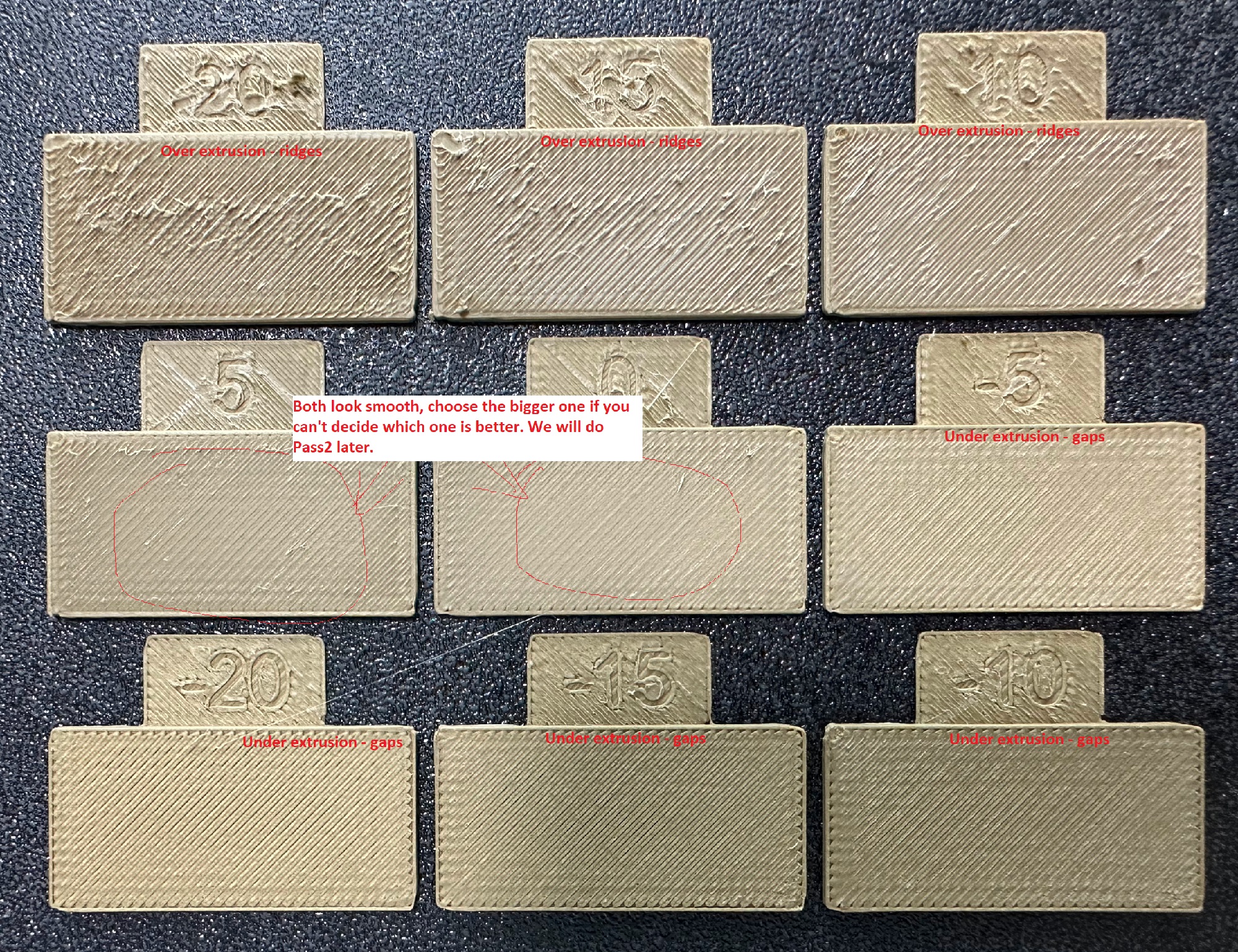
3. A new project consisting of nine blocks will be created, each with a different flow rate modifier. Slice and print the project.
|
||||
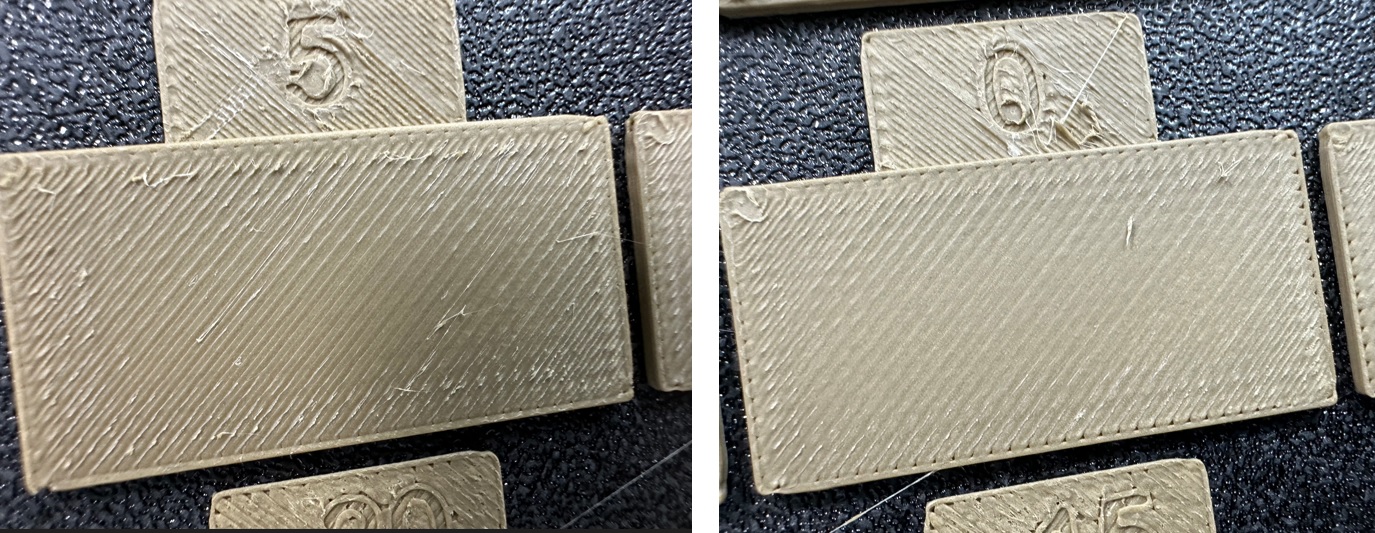
4. Examine the blocks and determine which one has the smoothest top surface.
|
||||
|
||||
|
||||
|
||||
5. Update the flow ratio in the filament settings using the following equation: `FlowRatio_old*(100 + modifier)/100`. If your previous flow ratio was `0.98` and you selected the block with a flow rate modifier of `+5`, the new value should be calculated as follows: `0.98x(100+5)/100 = 1.029`. ** Remember** to save the filament profile.
|
||||
6. Perform the `Pass 2` calibration. This process is similar to `Pass 1`, but a new project with ten blocks will be generated. The flow rate modifiers for this project will range from `-9 to 0`.
|
||||
7. Repeat steps 4 and 5. In this case, if your previous flow ratio was 1.029 and you selected the block with a flow rate modifier of -6, the new value should be calculated as follows: `1.029x(100-6)/100 = 0.96726`. ** Remember ** to save the filament profile.
|
||||

|
||||

|
||||

|
||||
|
||||
### NOTE:
|
||||
* For Bambulab X1/X1C users, make sure you do not select the 'Flow calibration' option.*
|
||||

|
||||
|
||||
# Pressure Advance
|
||||
I will present two approaches for calibrating the pressure advance value. Both methods have their own advantages and disadvantages. It is important to note that each method has two versions: one for a direct drive extruder and one for a Bowden extruder. Make sure to select the appropriate version for your test.
|
||||
|
||||
### Line method
|
||||
The line method is quick and straightforward to test. However, its accuracy highly depends on your first layer quality. It is suggested to turn on the bed mesh leveling for this test.
|
||||
Steps:
|
||||
1. Select the printer, filament, and process you would like to use for the test.
|
||||
2. Print the project and check the result. You can select the value of the most even line and update your PA value in the filament settings.
|
||||
3. In this test, a PA value of `0.016` appears to be optimal.
|
||||
|
||||
|
||||
<img width="1003" alt="Screenshot 2022-12-31 at 12 11 10 PM" src="https://user-images.githubusercontent.com/103989404/210124449-dd828da8-a7e4-46b8-9fa2-8bed5605d9f6.png">
|
||||
|
||||

|
||||

|
||||
|
||||
### Tower method
|
||||
The tower method may take a bit more time to complete, but it does not rely on the quality of the first layer.
|
||||
The PA value for this test will be increased by 0.002 for every 1 mm increase in height. (**NOTE** 0.02 for Bowden)
|
||||
Steps:
|
||||
1. Select the printer, filament, and process you would like to use for the test.
|
||||
2. Examine each corner of the print and mark the height that yields the best overall result.
|
||||
3. I selected a height of 8 mm for this case, so the pressure advance value should be calculated as `0.002x8 = 0.016`.
|
||||

|
||||
|
||||

|
||||
### NOTE:
|
||||
* For Bambulab X1/X1C users, make sure you do not select the 'Flow calibration' option.*
|
||||

|
||||
|
||||
# Temp tower
|
||||

|
||||
Temp tower is a straightforward test. The temp tower is a vertical tower with multiple blocks, each printed at a different temperature. Once the print is complete, we can examine each block of the tower and determine the optimal temperature for the filament. The optimal temperature is the one that produces the highest quality print with the least amount of issues, such as stringing, layer adhesion, warping (overhang), and bridging.
|
||||
|
||||
***
|
||||
*Credits:*
|
||||
- *Flowrate test is inspired by [SuperSlicer](https://github.com/supermerill/SuperSlicer)*
|
||||
- *PA Line method is inspired by [K-factor Calibration Pattern](https://marlinfw.org/tools/lin_advance/k-factor.html)*
|
||||
- *PA Tower method is inspired by [Klipper](https://www.klipper3d.org/Pressure_Advance.html)*
|
||||
- *Temp tower model is remixed from [Smart compact temperature calibration tower](https://www.thingiverse.com/thing:2729076)
|
||||
- *chapgpt* ;)
|
||||
- [Flow rate](#Flow-rate)
|
||||
- [Pressure Advance](#Pressure-Advance)
|
||||
1. [Line method](#Line-method)
|
||||
2. [Tower method](#Tower-method)
|
||||
- [Temp tower](#Temp-tower)
|
||||
- [Advanced calibration]
|
||||
1. [Max Volumetric speed]
|
||||
2. [VFA]
|
||||
|
||||
**NOTE**: After completing the calibration process, remember to create a new project in order to exit the calibration mode.
|
||||
# Flow rate
|
||||

|
||||
Calibrating the flow rate involves a two-step process.
|
||||
Steps
|
||||
1. Select the printer, filament, and process you would like to use for the test.
|
||||
2. Select `Pass 1` in the `Calibration` menu
|
||||
3. A new project consisting of nine blocks will be created, each with a different flow rate modifier. Slice and print the project.
|
||||
4. Examine the blocks and determine which one has the smoothest top surface.
|
||||

|
||||

|
||||
|
||||
5. Update the flow ratio in the filament settings using the following equation: `FlowRatio_old*(100 + modifier)/100`. If your previous flow ratio was `0.98` and you selected the block with a flow rate modifier of `+5`, the new value should be calculated as follows: `0.98x(100+5)/100 = 1.029`. ** Remember** to save the filament profile.
|
||||
6. Perform the `Pass 2` calibration. This process is similar to `Pass 1`, but a new project with ten blocks will be generated. The flow rate modifiers for this project will range from `-9 to 0`.
|
||||
7. Repeat steps 4 and 5. In this case, if your previous flow ratio was 1.029 and you selected the block with a flow rate modifier of -6, the new value should be calculated as follows: `1.029x(100-6)/100 = 0.96726`. ** Remember ** to save the filament profile.
|
||||

|
||||

|
||||

|
||||
|
||||
### NOTE:
|
||||
* For Bambulab X1/X1C users, make sure you do not select the 'Flow calibration' option.*
|
||||

|
||||
|
||||
# Pressure Advance
|
||||
I will present two approaches for calibrating the pressure advance value. Both methods have their own advantages and disadvantages. It is important to note that each method has two versions: one for a direct drive extruder and one for a Bowden extruder. Make sure to select the appropriate version for your test.
|
||||
|
||||
### Line method
|
||||
The line method is quick and straightforward to test. However, its accuracy highly depends on your first layer quality. It is suggested to turn on the bed mesh leveling for this test.
|
||||
Steps:
|
||||
1. Select the printer, filament, and process you would like to use for the test.
|
||||
2. Print the project and check the result. You can select the value of the most even line and update your PA value in the filament settings.
|
||||
3. In this test, a PA value of `0.016` appears to be optimal.
|
||||

|
||||
|
||||
<img width="1003" alt="Screenshot 2022-12-31 at 12 11 10 PM" src="https://user-images.githubusercontent.com/103989404/210124449-dd828da8-a7e4-46b8-9fa2-8bed5605d9f6.png">
|
||||
|
||||

|
||||

|
||||
|
||||
### Tower method
|
||||
The tower method may take a bit more time to complete, but it does not rely on the quality of the first layer.
|
||||
The PA value for this test will be increased by 0.002 for every 1 mm increase in height. (**NOTE** 0.02 for Bowden)
|
||||
Steps:
|
||||
1. Select the printer, filament, and process you would like to use for the test.
|
||||
2. Examine each corner of the print and mark the height that yields the best overall result.
|
||||
3. I selected a height of 8 mm for this case, so the pressure advance value should be calculated as `0.002x8 = 0.016`.
|
||||

|
||||
|
||||

|
||||
### NOTE:
|
||||
* For Bambulab X1/X1C users, make sure you do not select the 'Flow calibration' option.*
|
||||

|
||||
|
||||
# Temp tower
|
||||

|
||||
Temp tower is a straightforward test. The temp tower is a vertical tower with multiple blocks, each printed at a different temperature. Once the print is complete, we can examine each block of the tower and determine the optimal temperature for the filament. The optimal temperature is the one that produces the highest quality print with the least amount of issues, such as stringing, layer adhesion, warping (overhang), and bridging.
|
||||
|
||||
***
|
||||
*Credits:*
|
||||
- *Flowrate test is inspired by [SuperSlicer](https://github.com/supermerill/SuperSlicer)*
|
||||
- *PA Line method is inspired by [K-factor Calibration Pattern](https://marlinfw.org/tools/lin_advance/k-factor.html)*
|
||||
- *PA Tower method is inspired by [Klipper](https://www.klipper3d.org/Pressure_Advance.html)*
|
||||
- *Temp tower model is remixed from [Smart compact temperature calibration tower](https://www.thingiverse.com/thing:2729076)
|
||||
- *chapgpt* ;)
|
||||
|
||||
8
Home.md
8
Home.md
@@ -1 +1,7 @@
|
||||
## [Calibration](https://github.com/SoftFever/BambuStudio-SoftFever/wiki/Calibration)
|
||||
Welcome to the OrcaSlicer WIKI!
|
||||
|
||||
We have divided it roughly into the following pages:
|
||||
|
||||
* [Calibration](wiki/Calibration)
|
||||
* [Seam](wiki/Seam)
|
||||
* [How to build Orca Slicer](wiki/How-to-build)
|
||||
|
||||
11
How to build
Normal file
11
How to build
Normal file
@@ -0,0 +1,11 @@
|
||||
# How to compile
|
||||
- Windows 64-bit
|
||||
- Tools needed: Visual Studio 2019, Cmake, git, Strawberry Perl.
|
||||
- Run `build_release.bat` in `x64 Native Tools Command Prompt for VS 2019`
|
||||
|
||||
- Mac 64-bit
|
||||
- Tools needed: Xcode, Cmake, git, gettext
|
||||
- run `build_release_macos.sh`
|
||||
|
||||
- Ubuntu
|
||||
- run `BuildLinux.sh -udisr`
|
||||
104
Localization_guide.md
Normal file
104
Localization_guide.md
Normal file
@@ -0,0 +1,104 @@
|
||||
# Localization and translation guide
|
||||
|
||||
The purpose of this guide is to describe how to contribute to the Orca Slicer translations. We use GNUgettext for extracting string resources from the project and PoEdit for editing translations.
|
||||
|
||||
Those can be downloaded here:
|
||||
- https://sourceforge.net/directory/os:windows/?q=gnu+gettext GNUgettext package contains a set of tools to extract strings from the source code and to create the translation Catalog.
|
||||
- https://poedit.net PoEdit provides good interface for the translators.
|
||||
|
||||
After GNUgettext is installed, it is recommended to add the path to gettext/bin to PATH variable.
|
||||
|
||||
Full manual for GNUgettext can be seen here: http://www.gnu.org/software/gettext/manual/gettext.html
|
||||
|
||||
|
||||
### Scenario 1. How do I add a translation or fix an existing translation
|
||||
1. Get PO-file 'BambuStudio_xx.pot' from corresponding sub-folder here:
|
||||
https://github.com/bambulab/BambuStudio/tree/master/bbl/i18n
|
||||
2. Open this file in PoEdit as "Edit a translation"
|
||||
3. Apply your corrections to the translation
|
||||
4. Push changed BambuStudio_xx.po into the original folder
|
||||
5. copy BambuStudio_xx.mo into resources/i18n/xx and rename it to BambuStudio.mo, then push the changed file.
|
||||
|
||||
### Scenario 2. How do I add a new language support
|
||||
1. Get file BambuStudio.pot here :
|
||||
https://github.com/bambulab/BambuStudio/tree/master/bbl/i18n
|
||||
2. Open it in PoEdit for "Create new translation"
|
||||
3. Select Translation Language (for example French).
|
||||
4. As a result you will have fr.po - the file containing translation to French.
|
||||
Notice. When the translation is complete you need to:
|
||||
- Rename the file to BambuStudio_fr.po
|
||||
- Click "Save file" button. BambuStudio_fr.mo will be created immediately
|
||||
- Bambu_Studio_fr.po needs to be copied into the sub-folder fr of https://github.com/bambulab/BambuStudio/tree/master/bbl/i18n, and be pushed
|
||||
- copy BambuStudio_xx.mo into resources/i18n/xx and rename it to BambuStudio.mo, then push the changed file.
|
||||
( name of folder "fr" means "French" - the translation language).
|
||||
|
||||
### Scenario 3. How do I add a new text resource when implementing a feature to Orca Slicer
|
||||
Each string resource in Orca Slicer available for translation needs to be explicitly marked using L() macro like this:
|
||||
```C++
|
||||
auto msg = L("This message to be localized")
|
||||
```
|
||||
To get translated text use one of needed macro/function (`_(s)` or `_CHB(s)` ).
|
||||
If you add new file resource, add it to the list of files containing macro `L()`
|
||||
|
||||
### Scenario 4. How do I use GNUgettext to localize my own application taking Orca Slicer as an example
|
||||
|
||||
1. For convenience create a list of files with this macro `L(s)`. We have
|
||||
https://github.com/bambulab/BambuStudio/blob/master/bbl/i18n/list.txt.
|
||||
|
||||
2. Create template file(*.POT) with GNUgettext command:
|
||||
```
|
||||
xgettext --keyword=L --add-comments=TRN --from-code=UTF-8 --debug -o BambuStudio.pot -f list.txt
|
||||
```
|
||||
|
||||
Use flag `--from-code=UTF-8` to specify that the source strings are in UTF-8 encoding
|
||||
Use flag `--debug` to correctly extract formatted strings(used %d, %s etc.)
|
||||
|
||||
3. Create PO- and MO-files for your project as described above.
|
||||
|
||||
4. To merge old PO-file with strings from created new POT-file use command:
|
||||
```
|
||||
msgmerge -N -o new.po old.po new.pot
|
||||
```
|
||||
Use option `-N` to not using fuzzy matching when an exact match is not found.
|
||||
|
||||
5. To concatenate old PO-file with strings from new PO-file use command:
|
||||
```
|
||||
msgcat -o new.po old.po
|
||||
```
|
||||
|
||||
6. Create an English translation catalog with command:
|
||||
```
|
||||
msgen -o new.po old.po
|
||||
```
|
||||
Notice, in this Catalog it will be totally same strings for initial text and translated.
|
||||
|
||||
When you have Catalog to translation open POT or PO file in PoEdit and start translating.
|
||||
|
||||
|
||||
## General guidelines for Orca Slicer translators
|
||||
|
||||
|
||||
- We recommend using *PoEdit* application for translation (as described above). It will help you eliminate most punctuation errors and will show you strings with "random" translations (if the fuzzy parameter was used).
|
||||
|
||||
- To check how the translated text looks on the UI elements, test it :) If you use *PoEdit*, all you need to do is save the file. At this point, a MO file will be created. Rename it Orca Slicer.mo, and you can run Orca Slicer (see above).
|
||||
|
||||
- If you see an encoding error (garbage characters instead of Unicode) somewhere in Orca Slicer, report it. It is likely not a problem of your translation, but a bug in the software.
|
||||
|
||||
- See on which UI elements the translated phrase will be used. Especially if it's a button, it is very important to decide on the translation and not write alternative translations in parentheses, as this will significantly increase the width of the button, which is sometimes highly undesirable:
|
||||
|
||||

|
||||
|
||||
- If you decide to use autocorrect or any batch processing tool, the output requires very careful proofreading. It is very easy to make it do changes that break things big time.
|
||||
|
||||
- **Any formatting parts of the phrases must remain unchanged.** For example, you should not change `%1%` to `%1 %`, you should not change `%%` to `%` (for percent sign) and similar. This will lead to application crashes.
|
||||
|
||||
- Please pay attention to spaces, line breaks (\n) and punctuation marks. **Don't add extra line breaks.** This is especially important for parameter names.
|
||||
|
||||
- Description of the parameters should not contain units of measurement. For example, "Enable fan if layer print time is less than ~~n seconds~~"
|
||||
|
||||
- For units of measurement, use the international system of units. Use "s" instead of "sec".
|
||||
|
||||
- If the phrase doesn't have a dot at the end, don't add it. And if it does, then don't forget to :)
|
||||
|
||||
- It is useful to stick to the same terminology in the application (especially with basic terms such as "filament" and similar). Stay consistent. Otherwise it will confuse users.
|
||||
|
||||
32
Seam.md
32
Seam.md
@@ -1,17 +1,17 @@
|
||||
WIP...
|
||||
|
||||
### Seam gap
|
||||
|
||||
|
||||
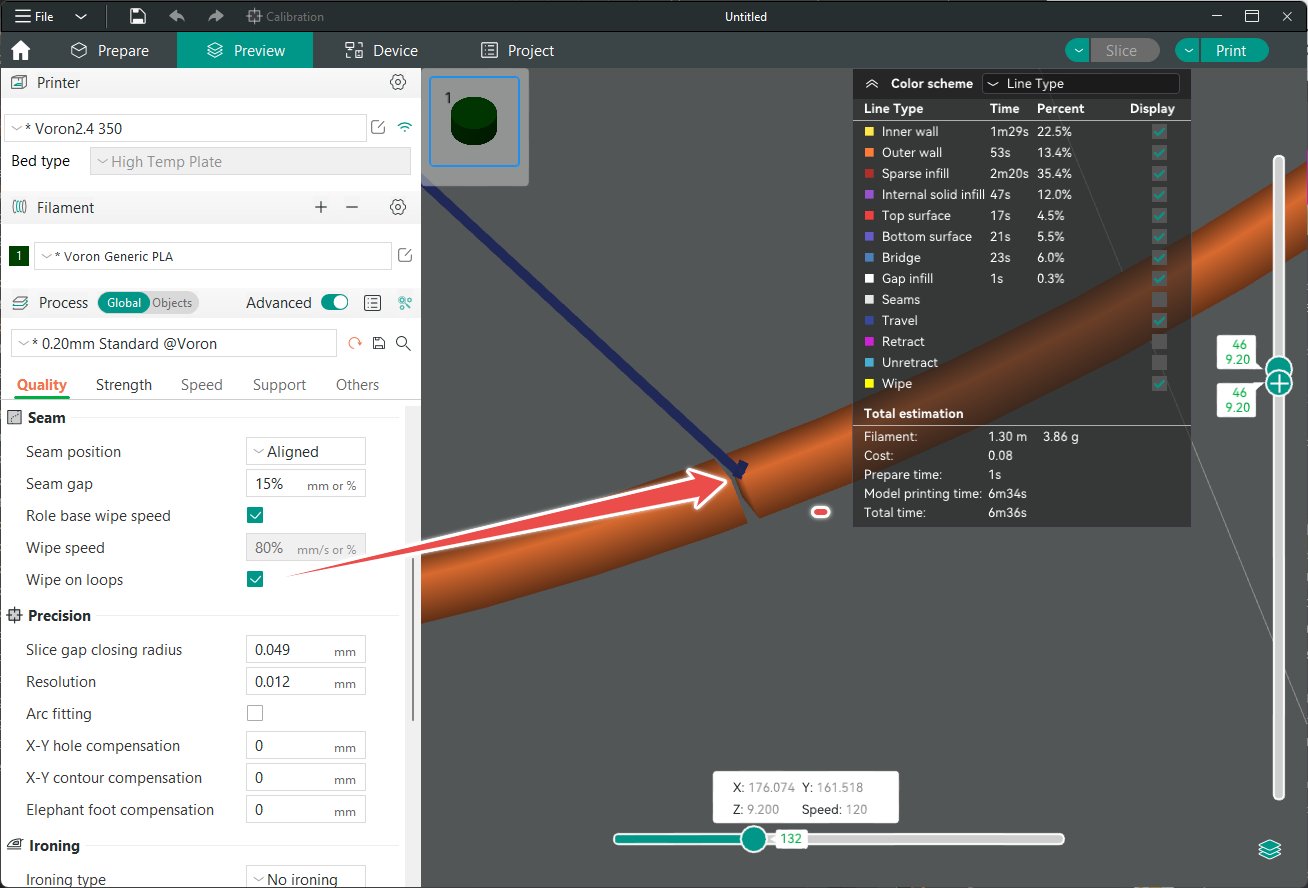
### Role-based wipe speed(auto)
|
||||
### Wipe speed
|
||||
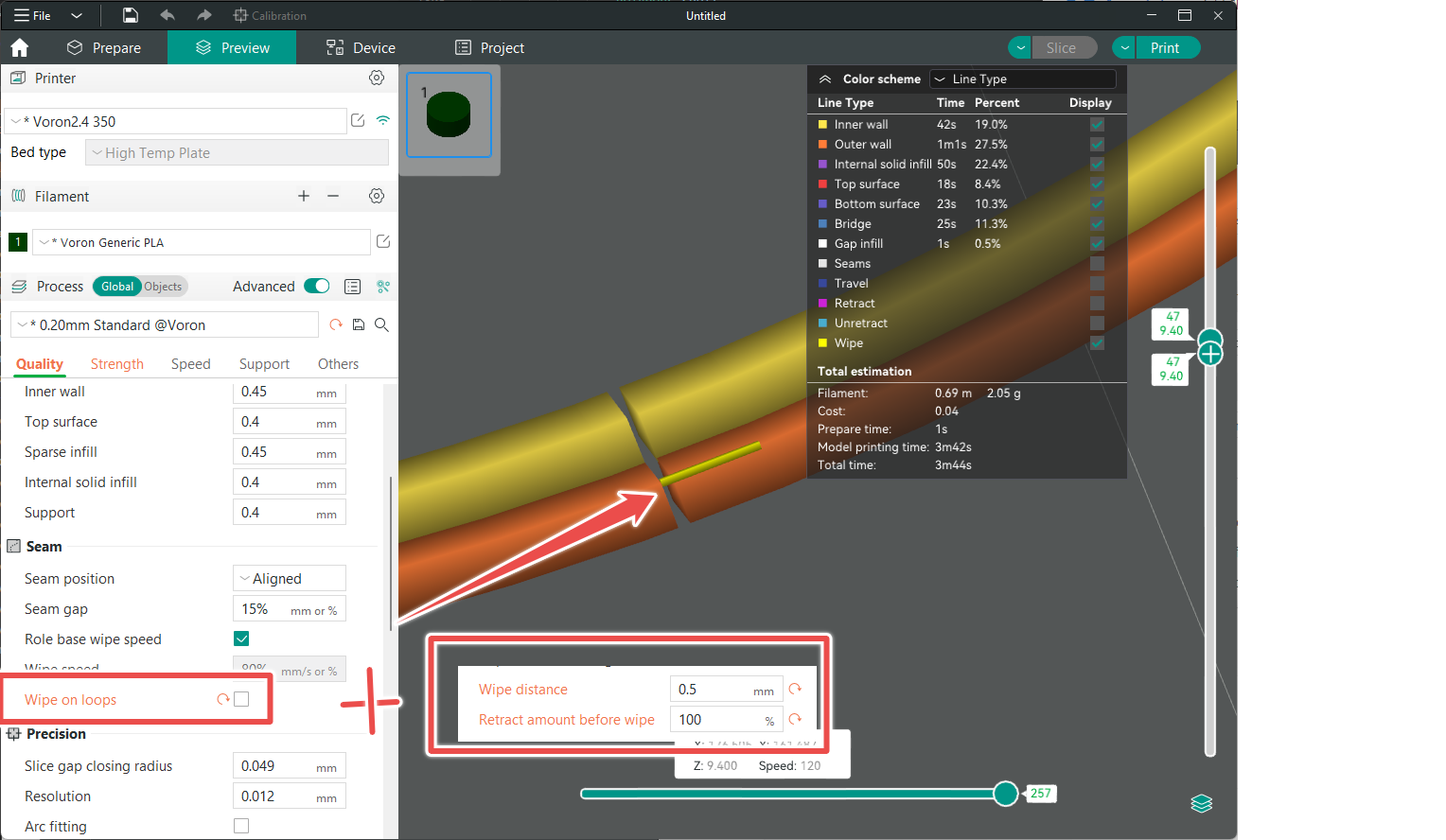
### Wipe on loop(inward movement)
|
||||
|
||||
|
||||
Use outer wall speed and acceleration instead of travel speed and acceleration.
|
||||
Added an option to disable this feature
|
||||
### Support Cura style outer wall wipe(100% retract before wipe)
|
||||
|
||||
|
||||
|
||||
WIP...
|
||||
|
||||
### Seam gap
|
||||

|
||||
|
||||
### Role-based wipe speed(auto)
|
||||
### Wipe speed
|
||||
### Wipe on loop(inward movement)
|
||||

|
||||
|
||||
Use outer wall speed and acceleration instead of travel speed and acceleration.
|
||||
Added an option to disable this feature
|
||||
### Support Cura style outer wall wipe(100% retract before wipe)
|
||||

|
||||

|
||||
|
||||
Extra length on restart
|
||||
Reference in New Issue
Block a user