mirror of
https://github.com/OrcaSlicer/OrcaSlicer_WIKI.git
synced 2026-05-17 08:35:46 +03:00
Updated Calibration (markdown)
This commit is contained in:
@@ -1,25 +1,46 @@
|
||||
- [Flow rate](#Flow-rate)
|
||||
|
||||
|
||||
- [Pressure Advance](#Pressure-Advance)
|
||||
1. [Line method](#Line-method)
|
||||
2. [Tower method](#Tower-method)
|
||||
- [Flow rate](#Flow-rate)
|
||||
1. [Pass 1](#Pass-1)
|
||||
2. [Pass 2](#Pass-2)
|
||||
|
||||
## Pressure Advance
|
||||

|
||||
|
||||
### Line method
|
||||
<img width="1003" alt="Screenshot 2022-12-31 at 12 11 10 PM" src="https://user-images.githubusercontent.com/103989404/210124449-dd828da8-a7e4-46b8-9fa2-8bed5605d9f6.png">
|
||||
|
||||
### Tower method
|
||||

|
||||

|
||||
|
||||
|
||||
## Flow rate
|
||||

|
||||
Flow rate calibration is a two-pass process.
|
||||
Steps
|
||||
1. Choose the printer/filament/process you want to use for the test.
|
||||
2. Select `Pass 1` in the `Calibration` menu
|
||||
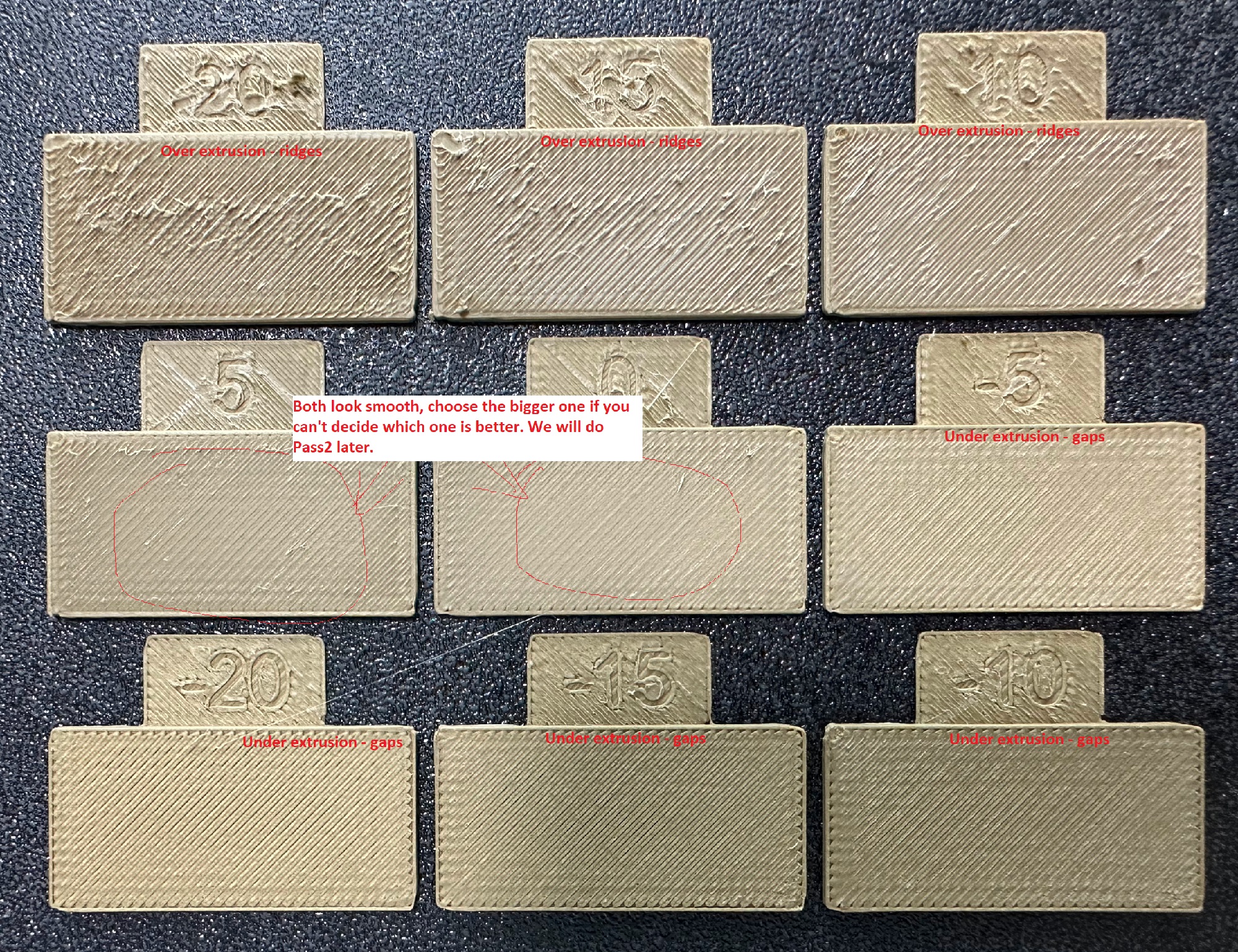
3. A new project with nine blocks will be generated, each with a different flow rate modifier. Slice and print the project.
|
||||
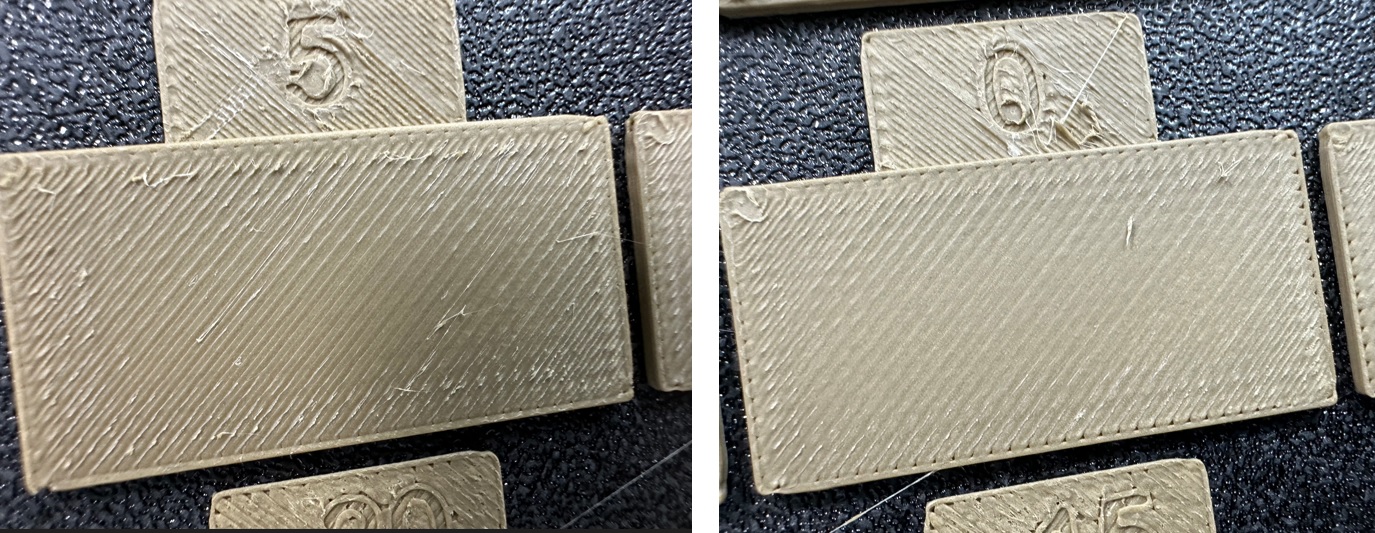
4. Check and decide which block has the smoothest top surface.
|
||||
|
||||
|
||||
|
||||
5. Update `Flow Ratio` in filament settings. Equation: _`FlowRatio_old*(100 + modifier)/100`_. In this case, my old `Flow Ratio` is `0.98` and I pick the `+5` block, so the new value should be 0.98x(100+5)/100 = 1.029. ** Remember** to save the filament profile.
|
||||
6. Do `Pass 2` calibration. It is the same procedure as `Pass 1`, but a new project with ten blocks will be created this time. The flow rate modifiers are ranged from `-9` to `0`.
|
||||
7. Repeat steps 4 and 5. In this case, my old `Flow Ratio` is `1.029` and I pick the `-6` block, so the new value should be 1.029x(100-6)/100 = 0.96726. ** Remember** to save the filament profile.
|
||||

|
||||

|
||||

|
||||
|
||||
## Pressure Advance
|
||||
I provide two approaches to calibrating PA. Each method has its own Pros and Cons.
|
||||
|
||||
### Line method
|
||||
The line method is quick and straightforward to test. However, its accuracy highly depends on your first layer quality. Make you turn on your bed mesh for this test.
|
||||
Steps:
|
||||
1. Select the printer/filament/process you want to use for the calibration.
|
||||
2. Print and check the result. Choose the value of the most uniform line and update your PA value in the filament setting.
|
||||
3. In this test, `0.016` looks optimal.
|
||||
|
||||
|
||||
<img width="1003" alt="Screenshot 2022-12-31 at 12 11 10 PM" src="https://user-images.githubusercontent.com/103989404/210124449-dd828da8-a7e4-46b8-9fa2-8bed5605d9f6.png">
|
||||
|
||||

|
||||

|
||||
|
||||
### Tower method
|
||||
|
||||
|
||||
|
||||
### Pass 1
|
||||

|
||||

|
||||
|
||||
### Pass 2
|
||||
Reference in New Issue
Block a user